
Gantry Girder Design Case for 10t Box Type Gantry Crane – Part Two

In the last article, we discussed the gantry girder design for the overall structure design of the bridge, now, let’s continue to discuss the design of gantry girder, but in this article, we will focus on the main gantry girder design and manufacturing.
The crane we study this time is single girder gantry crane, which is welded by 16Mn steel plate, span is 30m, lifting capacity is 10t, camper of girder is 28mm, and side bending is equal to or less than 14mm.
Stock preparation for gantry girder design
Cover plate (δ=16mm)
- Pretreatment for selected 16Mn material from leveling to shot peening, and so on.
- Cutting: select materials with specification of 16mm×1400mm in the market, cut it into two equal parts, cut the edge precisely and fitly.
- Beveling: when the width of steel plate is 16mm, adopt single Y shape groove, and it is allowed to use flame cutting, but slag on the surface of groove should be cleaned up.
- Weld the steel plate with co2 until it is more than 22mm. Spot weld each plate before butt-joint, or adopts fixture to fix, as well as adopt a tamp to prevent wave distortion, use arc strike on both ends.
- Precast arch, fs=L/1000=30000/1000=30mm, fs is a theoretical value, when actual blanking, fs′=(2~3)fs ,fs′=(56~84)mm .
Elongation of the upper cover plate when blanking is 2.5L/1000=2.5×30000/1000=75mm;
Elongation of the lower cover plate when blanking is 1.5L/1000=1.5×30000/1000=45mm .
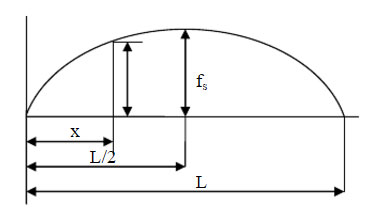
diagram of camber
The web (δ=6mm)
- Pretreatment for selected 16Mn material from leveling to shot peening, and so on.
- Cutting: select steel plate with specification of 6mm×1800mm in the market, cut off the excess part, then process the material with precise gas cutting.
- Beveling: δ=6mm, it does not need beveling if the choosing CO2, that is I shape groove.
- Adopt CO2 to weld and split joint.
- Arch of blanking: fs=(1/1000~3/1000)L=(28~84)mm
Large baffle and small baffle (δ=6mm)
Cut the steel plate accordance with the design size, pay attention to combine the size considerably, reduce the consumption of steel plate as less as possible.
Blanking for gantry girder design
Adopts automatic flame cutting method for the blanking
- Blanking of cover plate: after leveling for the upper cover plate and lower cover plate, put 400mm process margin, in the direction of length of docking.
- Blanking of web: after leveling for the web plate, split joint in the direction of length firstly, then gas cut webs on left and right side symmetrically, in order to avoid the distortion of main gantry girder because of the differences of size on both sides of web plate. In order to make the main girder have the specified degree of arch, there must be corresponding arch degree when the material is in the web, and the camber should be greater than the camber of the main girder. When blanking of the web, it needs to put 1.5L / 1000 margin, that is 45mm, and there shall be no joint away from 200mm of the center, in order to avoid of the concentration of welding seam, the join between upper and lower cover plate and web plate should be staggered, and the distance is more than 200mm, length error is 10mm after blanking for the web plate.
- Blanking for long and short rib plate. Width size of long and short rib plate of main gantry girder can not be larger than 1mm. four angles of rib plate should be 90°, especially the 2 corners at the joint plate and the upper cover plate of should be strictly keep right angle, in order to make the web is perpendicular to the upper cover plate after assembling the main gantry girder. At the same time, the main gantry girder will not distort in the length direction.

The gantry crane is a bridge type crane with the shape of a portal frame set on two legs. There are many types of gantry crane. Today we will share some common used....
Gantry crane is a kind of overhead crane, you may have many confusions when choose your gantry crane. Today, I will give you some suggestion to help you choose a suitable gantry crane....
EOT crane safety is important for crane operators, we summed up 21 necessary operation safety tips for EOT crane, hope the EOT crane operator can obey strictly....
